歡迎訪問蘇州太湖彎金屬有限公司網站!
 在線留言
在線留言
太湖彎·始終專注于生產研發特種非標鋼材,立足江蘇,輻射全國
-
 創造價值
創造價值
-
 展望未來
展望未來
-
 信心滿懷
信心滿懷





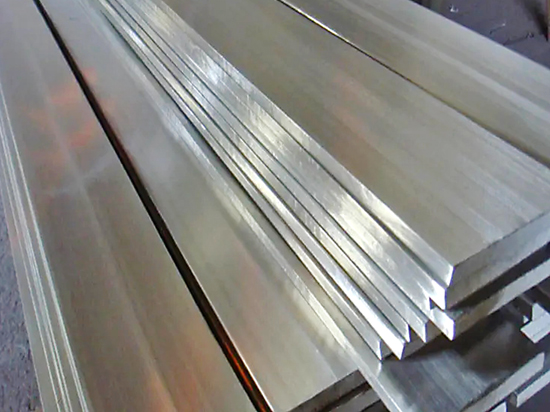
冷拉扁鋼通過優化生產工藝、正確控制參數及匹配應用需求,可從設計、加工、使用全流程減少材料浪費,具體措施及對應特點如下:
一、源頭優化:控制尺寸與性能,減少 “無效材料”
冷拉工藝的核心優勢是高精度成型,能從源頭避免傳統熱軋后需大量切削加工導致的材料損耗,具體體現在:
1.尺寸精度高,減少后續加工余量
冷拉扁鋼的截面尺寸(厚度、寬度)公差可控制在 ±0.1mm 內,平直度誤差≤0.5mm/m,遠優于熱軋扁鋼(公差通常 ±1-2mm)。下游應用時無需額外銑削、磨削來修正尺寸,直接省去 “加工余量” 這一主要浪費源。例如:機械零件中需 10mm×5mm 的扁鋼,冷拉產品可直接達標,而熱軋產品可能需采購 12mm×7mm 的坯料再切削,材料浪費率降低 30% 以上。
2.性能預先定制,避免 “過度選材”
冷拉過程可通過調整拉拔速度、變形量等參數,正確控制扁鋼的硬度(如 HRB60-120)、抗拉強度(300-600MPa)及延伸率,匹配不同場景需求。例如:用于支架的冷拉扁鋼可選擇較低強度等級,無需采購更高性能的鋼材 “湊數”;而用于受力部件的產品則可通過冷作硬化提升性能,無需額外熱處理,既減少材料性能冗余,又降低后續加工能耗。
二、工藝改進:減少生產過程中的材料損耗
1.無切削 / 少切削成型,降低廢料率
傳統熱軋扁鋼需通過鋸切、銑削等方式加工成所需長度和形狀,產生 10%-15% 的金屬廢料;而冷拉工藝可通過 “定尺拉拔” 直接生產出符合客戶長度要求的產品(如 3m、6m 定尺),且截面成型無需切削,廢料率可降至 1% 以下。此外,對于復雜截面的扁鋼(如帶凹槽、臺階的異型扁鋼),冷拉可一次成型,避免多道工序切削導致的材料浪費。
2.優化拉拔工藝,減少邊角料與廢品
采用 “多道次漸進拉拔” 替代單次大變形拉拔,減少材料因應力集中導致的開裂、斷裂,降低廢品率(從傳統工藝的 5%-8% 降至 2% 以內);
拉拔前對原料(熱軋盤條或鋼坯)進行正確預處理(如酸洗、磷化除氧化皮),避免因表面缺陷導致的冷拉產品報廢,進一步減少原料浪費;
部分廠家采用 “閉環式生產”,將冷拉過程中產生的少量邊角料(如端頭廢料)收集后重新熔煉,作為原料回用于冷拉生產,實現材料循環利用。
三、應用適配:提升材料利用率,減少 “隱性浪費”
1.輕量化設計適配,減少材料用量
冷拉扁鋼因尺寸精度高、表面光滑,可在下游應用中實現 “輕量化替代”。例如:在家具框架、貨架橫梁中,傳統熱軋扁鋼需用較厚尺寸(如 5mm 厚)確保強度,而冷拉扁鋼因尺寸正確、力學性能穩定,可采用 3-4mm 厚的產品即可滿足強度要求,單根材料用量減少 20%-30%,同時降低整體結構重量(間接減少運輸、安裝環節的能耗浪費)。
2.按需定制,避免庫存積壓與裁切浪費
冷拉扁鋼廠家可根據客戶的具體需求(如截面尺寸、長度、性能)進行 “定制化生產”,而非像熱軋產品那樣依賴標準規格庫存。例如:某電子設備廠商需 8mm×3mm、長度 4.2m 的扁鋼用于外殼支架,冷拉工藝可直接生產該規格產品,無需采購 10mm×5mm 的標準熱軋扁鋼再裁切(避免裁切產生的 20% 廢料),同時減少客戶因庫存標準件不符需求導致的材料閑置浪費。
3.長壽命與低維護,減少設備更換導致的材料浪費
冷拉扁鋼表面經過冷作硬化處理,硬度高于熱軋產品(如冷拉 Q235 扁鋼硬度約 HRB80-100,熱軋 Q235 約 HRB50-60),耐磨性和抗腐蝕性能更優,在戶外護欄、機械導軌等應用中,使用壽命比熱軋產品延長 2-3 倍,減少因設備頻繁更換導致的材料消耗與廢棄。
 添加微信
添加微信
 微信號:
微信號:
 首頁
首頁
 微信
微信
 電話
電話
 聯系
聯系